เราตรวจพบว่าบราวเซอร์ของคุณรองรับภาษาอื่นที่ไม่ใช่ภาษาที่เรียกใช้ หน้านี้มีให้บริการในภาษาของคุณด้วย! คุณต้องการเปลี่ยนไปใช้หน้านี้ในภาษาของคุณหรือไม่?

การปกป้องพื้นผิว
ดิสก์สปริงถูกนำมาใช้ในการประยุกต์ใช้งานหลายอย่างซึ่งมีสารสื่อกลางการกัดกร่อนอยู่เป็นปกติ เมื่อใช้ในพื้นภายนอก เหล็กสปริงจะถูกโจมตีด้วยน้ำฝน แม่น้ำ และน้ำทะเลที่หนาแน่น
การประยุกต์ใช้งานเพิ่มเติมยังพบได้ในการสร้างยานยนต์, อุตสาหกรรมอาหาร, เครื่องใช้ไฟฟ้าในบ้าน (เช่น เครื่องซักผ้า), การสร้างสะพาน, อุตสาหกรรมการบินและอวกาศ เป็นต้น
นอกจากเหนือจากโซลูชั่นที่เป็นน้ำหรือที่มีคลอไรด์ กรดและการกัดกร่อนในหลากหลายความเข้มข้นจะเข้ามาสัมผัสกับดิสก์สปริในตรงนี้
ในกรณีเหล่านั้น เหล็กสปริงมาตรฐานไม่ได้ทำให้มีการปกป้องอย่างเพียงพอและต้องการการปรับสภาพพื้นผิวเฉพาะเพื่อให้มีการปกป้องที่เหมาะสมสำหรับสภาพแวดล้อมการทำงาน
เกณฑ์ที่กำหนดให้ในตารางต่อไปนี้มุ่งเพื่อช่วยให้คุณค้นหาการปกป้องพื้นผิวที่เหมาะสมที่สุดสำหรับการประยุกต์ใช้งานของคุณ
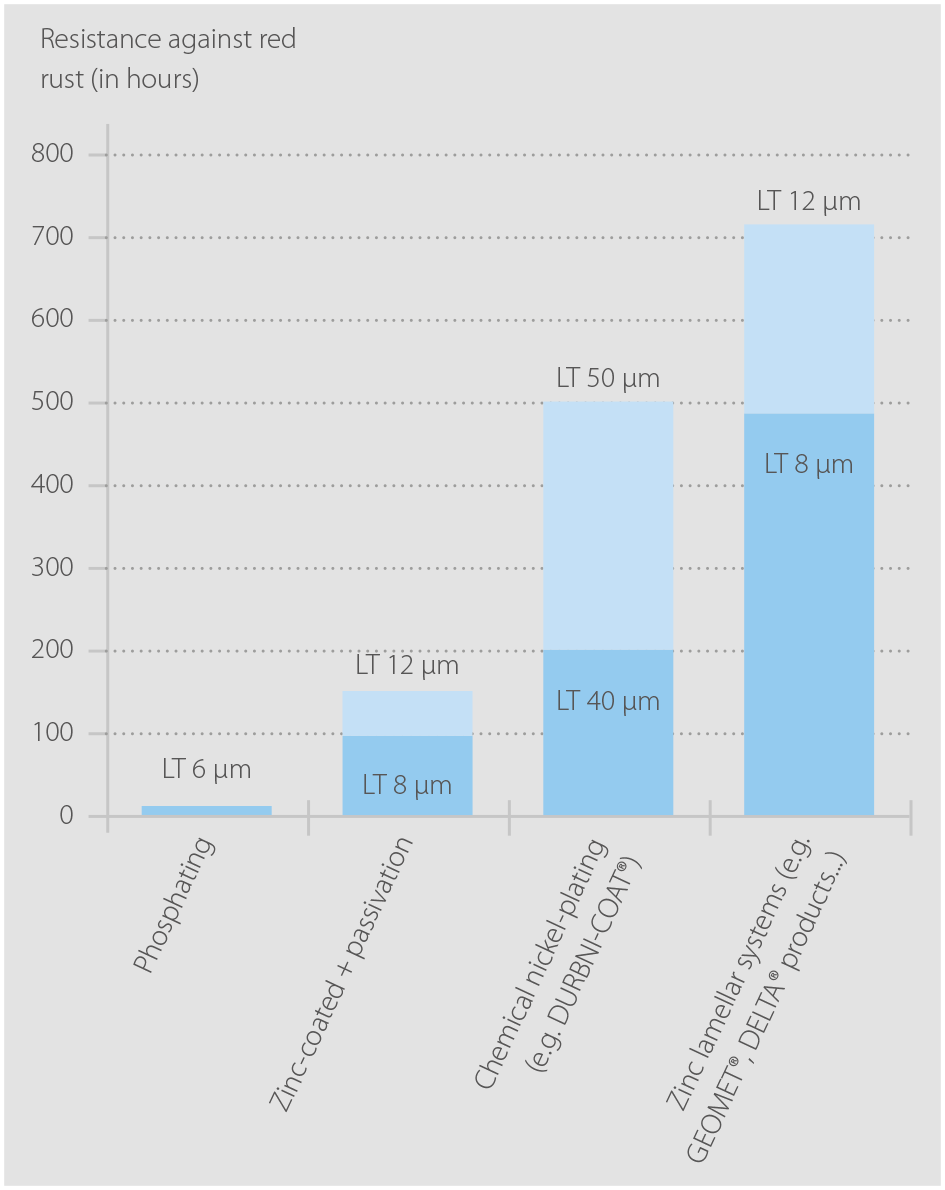
การเคลือบด้วยฟอสเฟต
การเคลือบด้วยฟอสเฟตเป็นกระบวนการมาตรฐานโดยทั่วไปใช้กับดิสก์สปริง ซึ่งทำขึ้นจากเหล็กกล้าประสมต่ำเว้นแต่จะตกลงกันเป็นอย่างอื่น ชั้นฟอสเฟตซิงก์ถูกสร้างขึ้นบนพื้นผิว จากนั้นก็ถูกเอิบชุ่มด้วยน้ำมันปกป้องการกัดกร่อน ในกรณีทั้งหมดส่วนมาก การปกป้องที่ได้มาด้วยวิธีก็เพียงพอแล้ว สำหรับการประยุกต์ใช้งานภายในและภายนอก ไม่จำเป็นต้องมีการปกป้องเพิ่มเติมหากสปริงได้รับการติดตั้ง
โดยมีการปกป้องจากสภาพอากาศ
การชุบซิงก์กัลวาไนซ์
ด้วยการชุบด้วยไฟฟ้า แท้จริงแล้วโลหะใดก็ตามก็ทำให้ตกตะกอนเป็นชั้นเคลือบพื้นผิวได้ แต่ว่าเมื่อปรับสภาพเหล็กที่มีแรงตึงสูง – เช่น ที่มักใช้กับดิสก์สปริงและอุปกรณ์ล็อคโบลท์
– ก็ไม่อาจมองข้ามอันตรายของสภาพเปราะจากไฮโดรเจนภายใต้การประยุกต์ใช้งานของมาตรฐานทางเทคโนโลยีปัจจุบันได้ การปรับสภาพทางความร้อนภายหลังก็ยังไม่การันตีว่าจะขจัดความเสี่ยงออกไปอย่างสมบูรณ์แล้ว ดังนั้น กระบวนการนี้จึงไม่แนะนำสำหรับดิสก์สปริง สำหรับชิ้นส่วนที่เกี่ยวข้องกับความปลอดภัย จึงควรมีการใช้วัสดุที่ทนต่อการกัดกร่อนมากกว่า
การชุบด้วยซิงก์เชิงกล
ด้วยกระบวนการชุบด้วยซิงก์เชิงกล ชิ้นส่วนที่จะได้รับการปรับสภาพถูกเคลื่อนไปยังถังพร้อมกับสารสื่อกลางการยิงพื้นผิว เช่น เม็ดแก้ว และสิ่งที่เรียกว่าตัวส่งเสริมและโลหะเคลือบ (นิยมใช้ซิงค์) ถูกเติมเข้าไปในรูปแบบผง ผงนี้จะพอกสะสมบนพื้นผิวและทำให้อัดแน่นโดยสารสื่อกลางการยิงพื้นผิว ผลลัพธ์การเคลือบแบบไม่มีแสงสะท้อนที่สม่ำเสมอกัน ซึ่งในภายหลังสามารถทำให้เป็นโครมได้ในแบบเดียวกันกับการชุบด้วยไฟฟ้า ความหนาของชั้นทั่วไปคือ 8 μm แต่ว่าความหนาสูงสุดถึง 40 μm ก็
ทำได้ ซึ่งสำคัญเป็นอย่างยิ่งว่าต้องมีการป้องกันสภาพเปราะจากไฮโดรเจนโดยการดำเนินกระบวนการที่ถูกต้อง
การเคลือบซิงค์เฟลก
การเคลือบซิงค์เฟลกเป็นสารเคลือบที่เทาเงินคล้ายโลหะชนิดอนินทรีย์ของซิงก์และเกล็ดอะลูมิเนียม ชิ้นส่วนนั้นจะเหมาะสมกับการชุบแบบบาร์เรลหรือแบบแร็ค หลังจากนั้น สารเคลือบจะถูกนำไปอบให้เข้าไปใน
พื้นผิว ดิสก์สปริงที่เคลือบด้วยกระบวนการนี้จะมีความต้านทานที่ยอดเยี่ยมในการทดสอบการฉีดพ่นด้วยเกลือ (รูปที่ 31) ภายใต้การประยุกต์ใช้งาน
เทคโนโลยีของกระบวนการมาตรฐาน จะมีการตัดสภาพเปราะจากไฮโดรเจนออกไปโดยสิ้นเชิง