เราตรวจพบว่าบราวเซอร์ของคุณรองรับภาษาอื่นที่ไม่ใช่ภาษาที่เรียกใช้ หน้านี้มีให้บริการในภาษาของคุณด้วย! คุณต้องการเปลี่ยนไปใช้หน้านี้ในภาษาของคุณหรือไม่?
ดิสก์สปริง
ด้วยผลจาก 01.02.2017 มาตรฐาน DIN ที่คุ้นเคยสำหรับดิสก์สปริง („DIN 2092-การคำนวณดิสก์สปริง“ และ „DIN 2093-ข้อกำหนดด้านคุณภาพ, ขนาดรูปทรง“) ได้รับการเพิกถอน
มาตรฐานเยอรมันเพียงอย่างเดียวเหล่านี้ได้ถูกนำเข้ามารวมกับมาตรฐานยุโรปโดยมีเป้าหมายในการทำให้มีความพร้อมใช้งานของดิสก์สปริงมาตรฐานคุณภาพสูงอย่างมั่นคงสำหรับตลาดทั่วโลก
การเปลี่ยนแปลงของ
- DIN EN 16983 – ข้อกำหนดด้านคุณภาพ, ขนาดรูปทรง
- DIN EN 16984 – การคำนวณ
ในเนื้อหาที่ประกอบด้วยการเปลี่ยนแปลงทางเทคนิคใดๆ ยังไม่ได้เกิดขึ้นโดยมาตรการนี้ ในบริบทนี้ เราอ้างอิงส่วนต่อไปนี้มาจาก DIN EN 16984 และ DIN EN 16983:
„ตาม DIN 2093:2013-12 ได้มีการเปลี่ยนแปลงต่อไปนี้:
มาตรฐานเยอรมัน DIN 2093:2013-12 ได้ถูกรวมเข้าไปในมาตรฐานยุโรปโดยมีเนื้อหาทางเทคนิคที่ไม่มีการเปลี่ยนแปลง“
„ตามการแก้ไข DIN 2092:2006-03 และ DIN 2092 1:2007-08 ได้มีการเปลี่ยนแปลงต่อไปนี้:
เอกสารได้ถูกรวมเข้าไปในมาตรฐานยุโรปโดยมีเนื้อหาทางเทคนิคที่ไม่มีการเปลี่ยนแปลง “
มาตรฐานใหม่เหล่านี้มีผลแล้วตั้งแต่เมื่อ 01.02.2017
การจำแนกประเภท
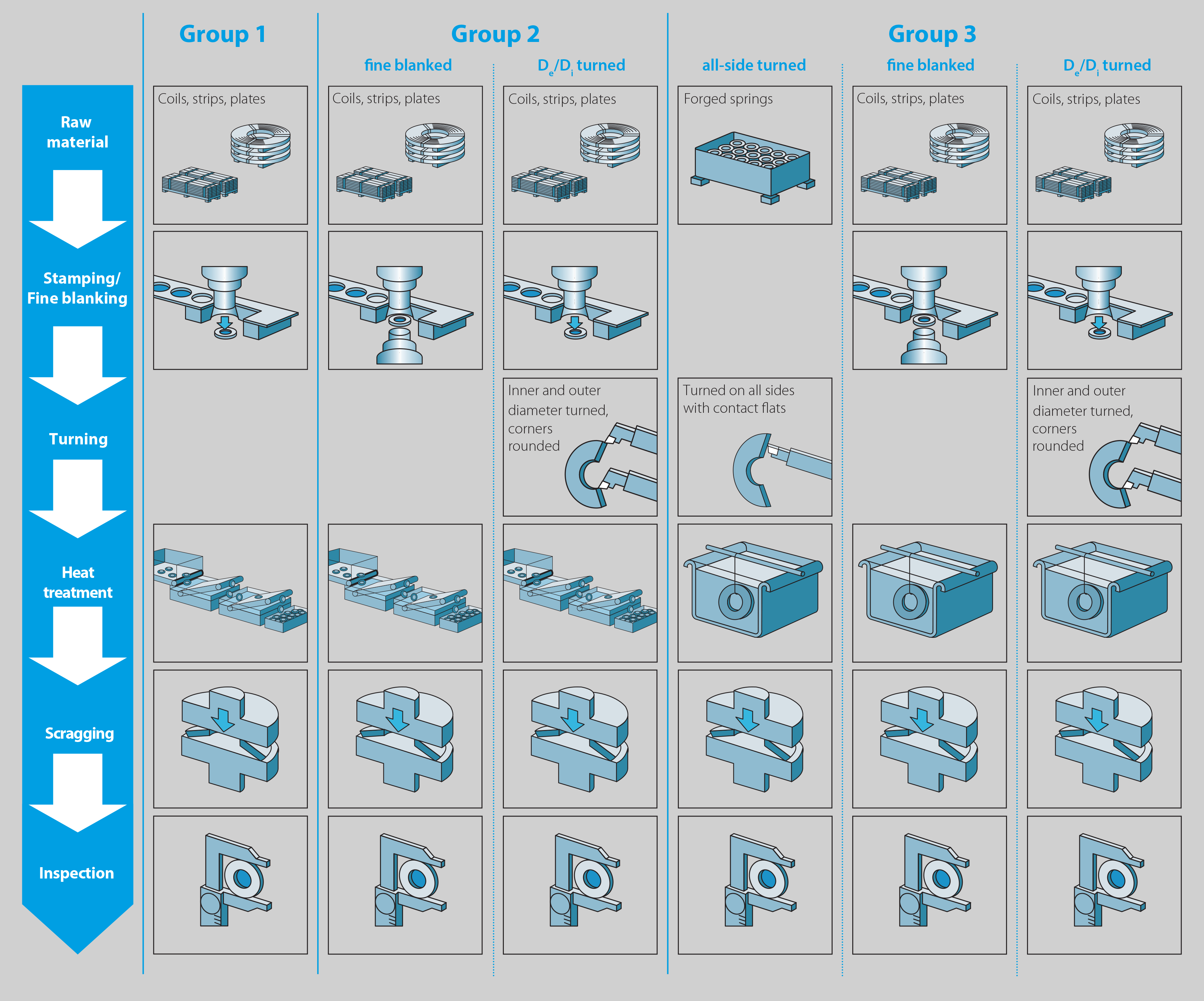
ช่วงของขนาดรูปทรงซึ่งดิสก์สปริงถูกทำขึ้นที่กว้างจำเป็นต้องใช้วิธีการผลิตที่แตกต่างกันไป วิธีการนำช่วงมาใช้จากการปั๊มที่เรียบง่ายและ การปั๊มด้วยการใช้เครื่องจักรเพิ่มพิเศษเพื่อทุบขึ้นรูปร้อนและรีดวงแหวน ซึ่งถูกหมุนหรือฝนเพื่อให้ได้รูปทรงขั้นสุดท้าย
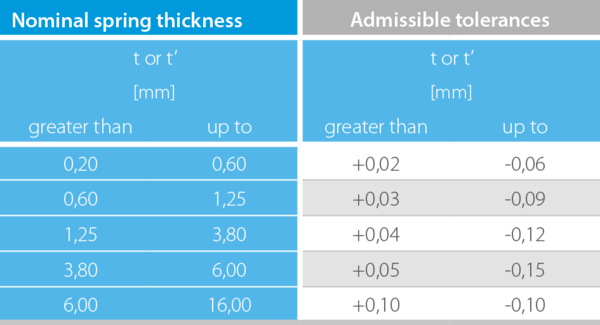
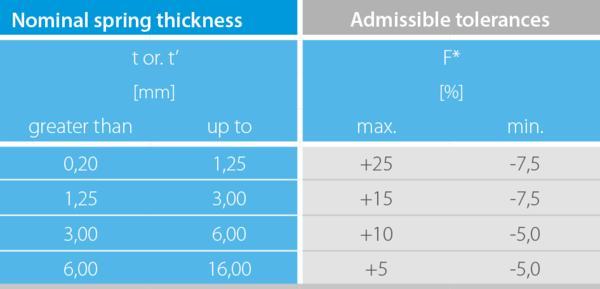
DIN EN 16983 (ก่อนหน้านี้ DIN 2093) ระบุกลุ่มการผลิต 3
กลุ่ม:
กลุ่ม 1: ความหนา t < 1.25 มม.
กลุ่ม 2: ความหนา t = 1.25 ถึง 6 มม.
กลุ่ม 3: ความหนา t > 6 ถึง 14 มม.
ข้อดี
เมื่อเปรียบเทียบกับสปริงประเภทอื่น ดิสก์สปริงมีคุณสมบัติที่เป็นประโยชน์มากมาย:
- การดูดซับโหลดขนาดใหญ่ภายพื้นที่ติดตั้งขนาดเล็ก
- การออกแบบเส้นที่เป็นลักษณะเฉพาะแบบเส้นตรง ถดถอย หรือแม้แต่ไปข้างหน้า
- เนื่องจากจำนวนที่แทบไม่จำกัดในการรวมกันที่เป็นไปได้ของดิสก์สปริงแต่ละอัน เส้นโค้งที่เป็นลักษณะเฉพาะและความยาวของคอลัมน์สามารถแปรผันได้มากขึ้นอีกภายในขีดจำกัดเพิ่มเติม
- อายุการใช้งานในการบริการที่สูงภายใต้โหลดไดนามิกที่สูง (เมื่อกำหนดขนาดรูปทรงถูกต้อง)
- ไม่มีการผ่อนคลาย (เมื่อพิจารณาถึงความเค้นที่ยอมให้มีได้)
- ได้ผลความหน่วงที่มาก (เมื่อพิจารณาถึงการวางซ้อนที่ถูกต้อง)
- เนื่องจากสปริงมีรูปร่างวงแหวน การส่งผ่านแรงจึงร่วมศูนย์อย่างสัมบูรณ์
การนำมารวมกันที่เป็นไปได้
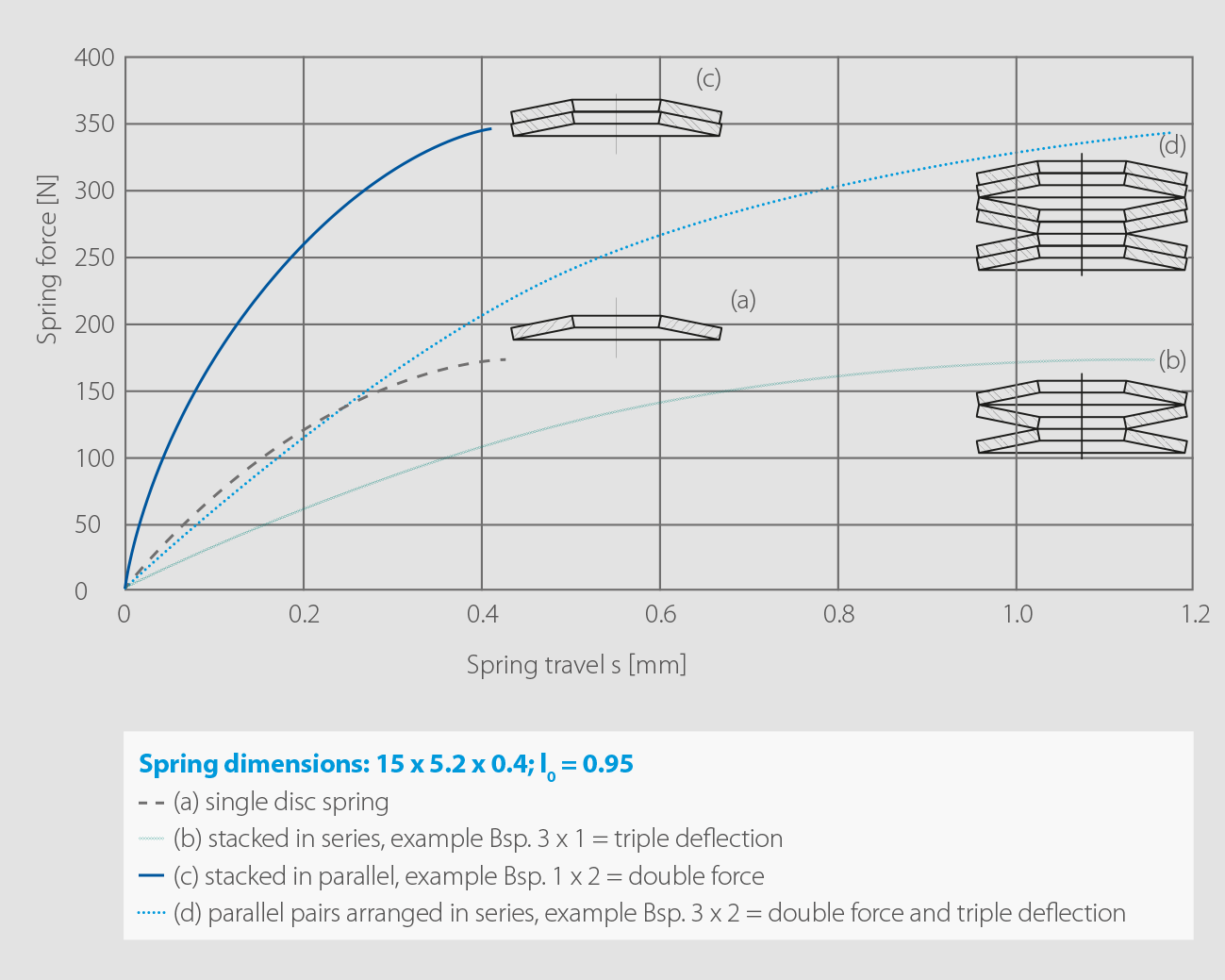
รูปทรงกรวยของดิสก์สปริงทำให้สปริงเดี่ยวถูกนำมารวมกัน
ด้วยวิธีต่างๆ ได้ ด้วยเหตุนี้ ลักษณะเฉพาะในการรวมกันของสปริงสามารถแปรผันได้ในเกือบทุกวิธีที่ต้องการ ในหลักการต่อไปนี้ มีความเป็นไปได้ อยู่
- ในคอลัมน์สปริงที่มีสปริงเดี่ยวที่วางซ้อนกันเป็นชุด การโก่งตัวของสปริง เพิ่มขึ้นกับโหลดที่คงที่ (b)
- ในคอลัมน์สปริงที่มีสปริงวางซ้อนขนานกัน แรงเพิ่มขึ้นที่การโก่งตัวแบบเดียวกัน (c)
- ในคอลัมน์สปริงที่มีการรวมกันของการวางซ้อนแบบเป็นชุดและขนานกัน เส้นโค้งที่เป็นลักษณะเฉพาะหลากหลายเส้นสามารถทำให้เกิดขึ้นจริงได้ (d)
หากดิสก์สปริงที่มีความหนาที่แตกต่างกันถูกวางซ้อนด้วยวิธีที่เหมาะสม เช่นนั้นแม้แต่เส้นโค้งที่เป็นลักษณะเฉพาะแบบไปข้างหน้าก็สามารถทำให้เกิดขึ้นจริงได้ เพื่อทำสิ่งนี้ จะมีการใช้ดิสก์สปริงจำนวนหนึ่งที่มีความหนาของวัสดุที่แตกต่างกันหรือไม่ก็ดิสก์สปริงที่เหมือนกันที่มีวงแหวนระหว่างกลางที่มีความหนาที่แตกต่างกันหรือประเภทการวางเป็นชั้นที่แตกต่างกัน
การประคองแนวดิสก์สปริง
ดิสก์สปริง โดยเฉพาะ ชุดดิสก์สปริง (disc spring stack) จำเป็นต้องมี ชิ้นส่วนประคองแนว เพื่อป้องกันการเลื่อนหรือการเอียงด้านข้างขณะรับแรงกด
การประคองแนวสามารถทำได้ทั้งอาศัยแนว เส้นผ่านศูนย์กลางด้านใน (Di) และ เส้นผ่านศูนย์กลางด้านนอก (De)
โดยทั่วไป นิยมการประคองแนวที่เส้นผ่านศูนย์กลางด้านในด้วย สลักหรือเพลา มากกว่าการประคองแนวที่เส้นผ่านศูนย์กลางด้านนอกด้วยปลอก เพราะมีข้อได้เปรียบทั้งในด้านการออกแบบและความคุ้มค่าทางเศรษฐศาสตร์
หากเป็นไปได้ ชิ้นส่วนประคองแนวและผิวรองรับควรผ่านการ ชุบแข็งผิว (ความลึกของชั้นชุบแข็งประมาณ 0.8 มม.) และมีค่าความแข็งไม่น้อยกว่า 60 HRC
พื้นผิวของชิ้นส่วนประคองแนวควรเรียบ และควรผ่านการเจียรเพื่อลดแรงเสียดทานและการสึกหรอ
สำหรับการใช้งานที่รับแรงแบบสถิต อาจสามารถใช้ชิ้นส่วนประคองแนวที่ไม่ผ่านการชุบแข็งได้
หากต้องการข้อมูลทางเทคนิคเกี่ยวกับดิสก์สปริงในรายละเอียดเพิ่มเติม โปรดศึกษาจาก คู่มือทางเทคนิคของเรา