We detected, that your browser supports another language than the called one. This page is also available in your language! Would you switch to this page in your language?

Surface protection
Disc springs are used in many applications where corrosive media is common. When used in outdoor areas, the spring steel is attacked by condensed, rain, river and sea water.
Further applications can be found in automotive building, the food industry, household appliances (e.g. washing machine), bridge building, the aerospace industry etc.
Besides watery or chloride-containing solutions, acids and etches in various concentrations get in contact with the disc springs here.
In those cases the standard spring steels do not provide sufficient protection and need specific surface treatment to have suitable protection for the working environments.
The criteria given in the following tables are intended to help you find the surface protection best suited for your applications.
Browning
Browning simply produces an oxidized surface, the springs are then coated with corrosionresistant oil. The corrosion resistance is not as good as with phosphating, therefore this treatment is mostly used where a phosphate coating or its abrasion poses a problem.
Phosphating
Phosphating is the standard process generally applied for disc springs made of low-alloy steels unless otherwise agreed upon. A zinc phosphate layer is produced on the surface, which is then impregnated with corrosion-protection oil. In the vast majority of all cases, the protection achieved in this way suffices. For indoor or outdoor applications, no additional protection is required if the springs are installed with weather protection.
Galvanic zinc plating
With electroplating, virtually any metal can be precipitated as a surface coating. However, when treating high-tensile steels – such asthose always used for disc springs and boltlocking devices – the danger of hydrogen embrittlement cannot be excluded under application of the current technological standards. Thermal post-treatment is also no guarantee that this risk is completely eliminated. Thus, this process is not recommended for disc springs. For safety-relevant parts, the use of corrosion-resistant materials should be preferred.
Mechanical zinc plating
With the mechanical zinc plating process, the parts to be treated are moved in a barrel together with peening media, e.g. glass beads, and a so-called promoter and the coating metal (preferably zinc) is added in powdered form. This powder deposits on the surface and is compacted by the peening media. A uniform, non-glare coating results which can be subsequently chromatized in much the same way as electroplating. The usual layer thickness is 8 μm, however, thicknesses of up to 40 μm are possible. It is of particular importance that hydrogen embrittlement is prevented by a correct performance of the process.
ZINC FLAKE COATINGS
Zinc flake coatings are an inorganic, metallic silver-gray coating of zinc and aluminum flakes. The parts are suitable as barrel or rack plating. Afterwards, the coating is baked into the surface. Disc springs coated with this process feature excellent resistance in the salt spray test. Under application of standard process technology, hydrogen embrittlement is completely ruled out.
CHEMICAL NICKEL-PLATING
Also known as “electroless nickeling”, is a process by which a nickel-phosphor alloy is chemically precipitated onto the surface of the basic material. This results in a thick, hard layer with sharp contours and outstanding corrosion and abrasion resistance. The coating is usually applied in layers with a thickness of 15 to 30 μm.
Surfaces in the salt spray test according to DIN EN ISO 9227
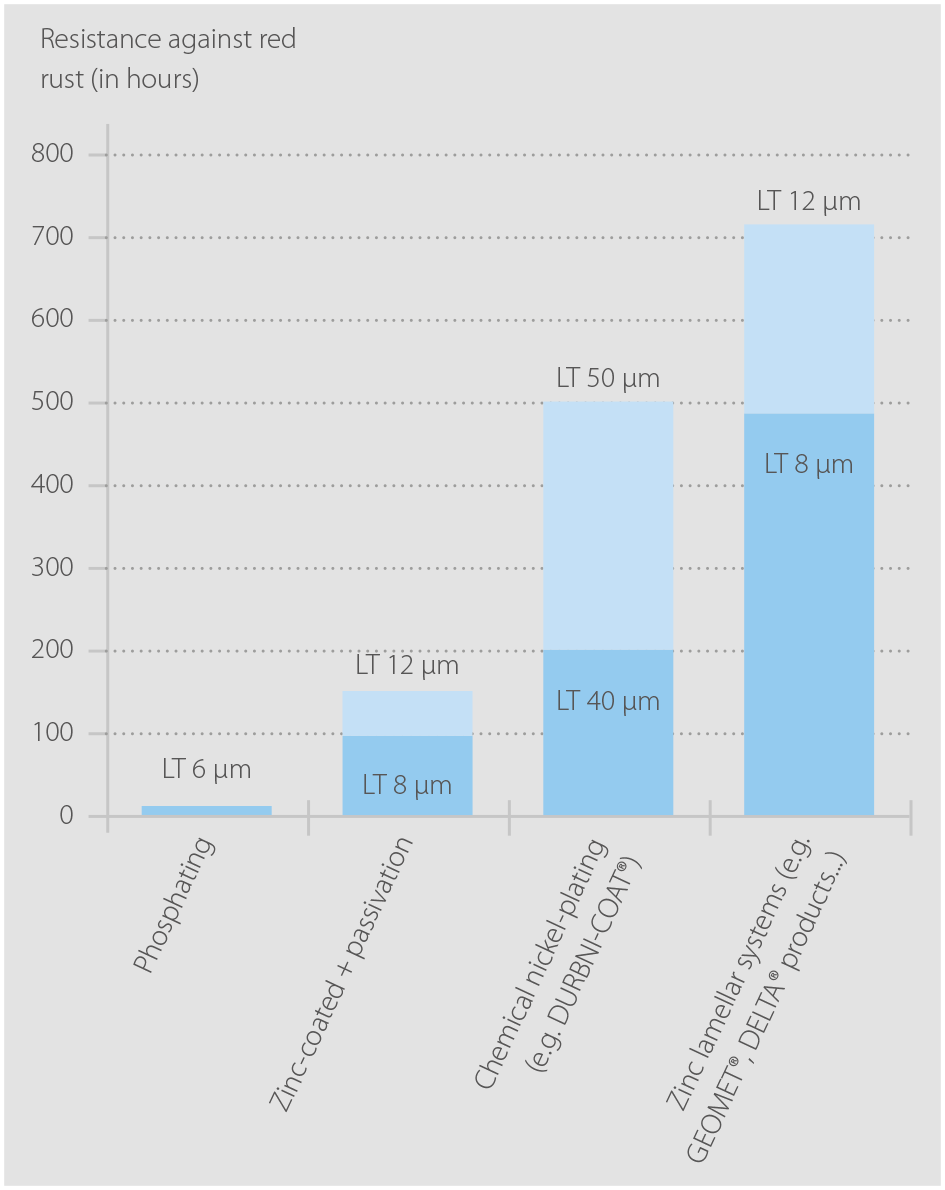
LT = Layer Thickness